公众号
公众号震“焊”来袭!艾利特机器人,让焊接更快速、更高效!
2024-08-20 16:05:03
- +1 你赞过了

如果将钢板比作布,那焊接便如同在金属上穿针引线,不可或缺且意义非凡。
据高工机器人产业研究所(GGII)数据显示,2023年中国工业机器人应用工艺分布中,应用在焊接、装配、喷涂、抛磨等强工艺场景以及其他工艺的占比为39.62%。其中,焊接工艺应用占比为14.72%。
焊接,一直是机器人应用中的高工艺要求领域。


对传统人工而言,整体技术水平要求高,存在焊工流动性高、培训成本大问题;使用工业机器人焊接则需要固定工位,配合夹具、变位机等进行焊接,柔性程度不够,且工业机器人焊接编程与调试门槛较高,工作空间占用范围大,换线换产速度慢成本高。因此,传统焊接企业自动化转型需求迫切,多种痛点问题亟待解决:
1人工操作难度高:在实际生产中,采用示教再现的工作模式,对工件装卡精度要求高。特别是在工程机械行业中的焊接场景,费时费力,人工操作易导致焊接不良,甚至导致产品报废。
2生产效率低:人工焊接易疲劳,易发生工伤事故,生产成本高,且管理难度大,决策执行难;一般的自动化生产方案柔性化不高,只能处理个别自动化问题。
3产品一致性差:工件来料尺寸有误差,焊缝一致性差;焊接质量低,合格率偏低,产品一致性差;直贯、斜贯、法兰、尺度组合多,多类型难统一。
4换线换产慢:传统焊接工装夹具成本高,换线换产慢,市场响应速度低,生产效率低,企业利润空间小。

图:某金属加工行业二保焊
艾利特协作机器人聚焦“多品种、小批量”场景,部署灵活,支持固定工作台式、移动工作台式(可作为机器人工作台直接焊接或将机器人移动至工件、其它工位焊接),安装方式灵活,支持正装、侧装、倒装部署。搭配焊机,可通过拖拽示教灵活部署到工件上实现快速焊接。倒装后配合导轨还可满足超大型、超复杂结构件焊接。


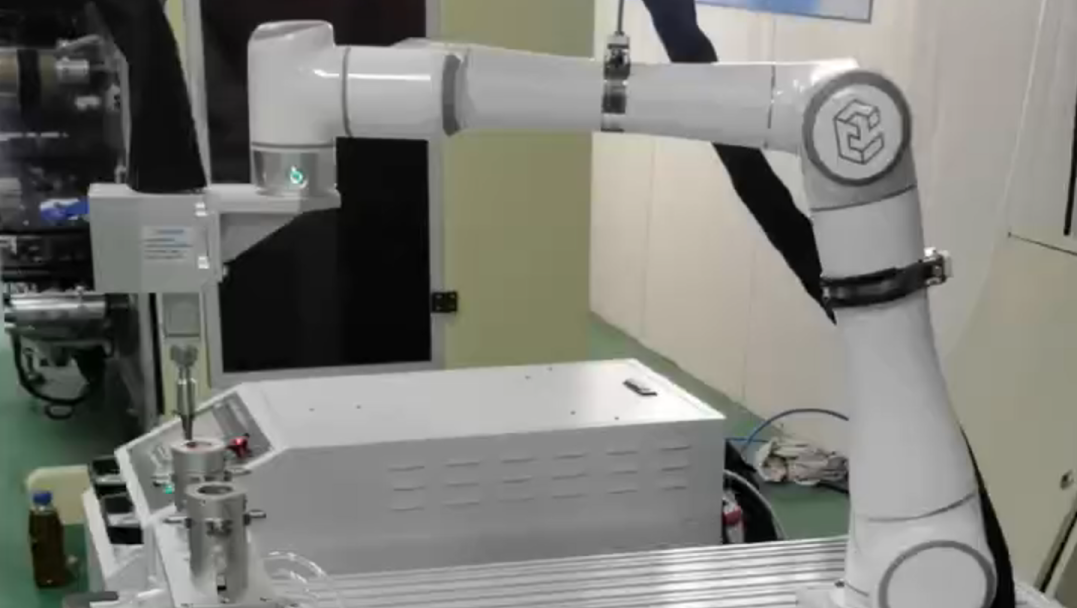
图:某电机厂120mm厚板焊接
目前,艾利特凭借安全、易用、灵活、高效的协作优势,已被众多行业大客户寻求批量导入,无论在工业刚性需求,还是钢结构、船舶制造等领域,均被广泛应用,助力客户实现焊接质量与生产效率的双提升。
琢玉成器,先利其器。艾利特机器人自2018年入局焊接领域,就致力于打造“更好用”的焊接工艺包和焊接专机。多年来面向客户持续更新部署快捷、针对应用场景的协作机器人焊接工艺包,目前已推出EC系列焊接工艺包、CS系列焊接工艺包、弧焊工艺包等。针对细分焊接场景,打造人人可用的焊接“神器”。
焊接工艺包功能优势:
■ 支持模拟量通讯,可适配市面主流焊机;
■ 支持四种摆弧功能,正弦、Z字摆动、椭圆摆动、月牙摆动。
■ 支持坡口焊接,多层多道焊接,平角焊、立角焊、间断焊;
■ 支持正弦、Z字摆动、椭圆摆动、月牙摆动四种摆弧功能;
■ 拥有焊接专家工艺库,支持一键生成JBI文件并打开,可根据板材焊缝类型自动匹配工艺,引导式选择工艺;
■ 支持16组焊接参数和摆弧参数,可自由调用;
■ 所有焊接功能皆有SDK支持,加上图形化的界面,让二次开发快速上手;
■ 可模拟或执行真实的焊接;
■ 安全配置考虑周到,急停触发自动熄弧,发生碰撞后机器人自动熄弧,并可再次起弧,支持多次起弧。
焊接过程中无论是设备故障、材料问题还是其他突发状况,只需一键操作,即可迅速暂停焊接,确保作业安全。机器人再启动时可继续当前焊缝的焊接工作;多层多道焊接时需要中途清渣等操作时,可直接设置暂停时间,无需人工点击暂停按钮;再次启动设备时,系统将自动记忆当前焊缝状态,无缝切换到之前的焊接点,无需重新定位,大大节省时间,提高焊接效率。

2023年3月,艾利特发布CSF力控系列协作机器人,工具端搭载自研六维力/力矩传感器,支持柔性力控,客户可实现自由拖拽示教,大大降低了焊接示教难度,有效解决客户编程难、示教耗时长等问题,主动降低焊接自动化门槛,助力企业降本增效。

图:艾利特CS620协作机器人
同年4月,艾利特全球首发了负载分别为20kg/25kg的CS620/CS625大负载协作机器人,摆脱了中小型协作机器人工作半径捉襟见肘,只能焊接小型零件的困境。其中CS620拥有1800mm的工作半径,已超过了一般专用弧焊工业机器人,不依靠外部轴即可实现中大型零件的焊接。CS620/CS625重复定位精度达到±0.05mm,可完全满足高精度弧焊工艺的需求,且轨迹精度更优异、焊接动作更平稳,有效提高零件焊接品质。

7月,艾利特发布了依据防爆标准GB/T 38361-2021设计的CS防爆系列协作机器人,可替代人员在复杂恶劣、危险爆炸性焊接作业环境进行标准化、智能化、自动化焊接作业。次月,发布了专为焊接等工具输出可自身旋转或工具输出为回转体的应用而优化的CSR回转体系列协作机器人。
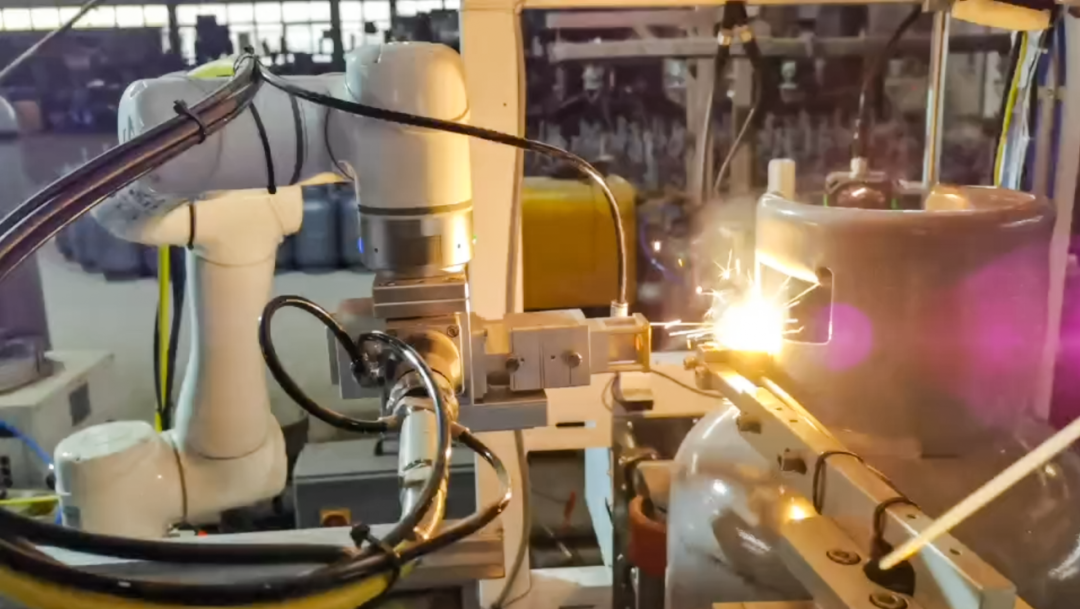
图:某金属加工行业钢瓶激光焊
艾利特焊接机器人效率是人工焊接3-5倍以上,对有批量的产品可实现多工位连续焊接作业,提升生产力达25%,节省成本高达40%,投资回报期少于6个月。
机器人安装于特定装置上,利用ARC模式在不同环境和位置工作,让初学工人都能焊成达到焊接程式规范 (WPS) 水平的成品,且焊接产品焊缝平整光滑,减少打磨工序,品质稳定。


图:某钢构厂对H型钢对接坡口焊
丰富的产品矩阵,强劲的产品性能,机器人搭配焊机和传感器,针对不同的焊接材质,协作机器人可提供的焊接方式主要为电弧焊(MIG/MAG/TIG)、气焊、激光焊、二保焊等。
钢结构和船舶是艾利特焊接机器人重点布局的两大行业,其现场环境复杂,多以超大工件为主,且对焊接质量的要求更高,客户多要求产品轻巧灵活、免示教、焊接质量高。

图:华东某工地现场钢构对接
建筑工地钢结构件品种繁多、尺寸各异,且分布于工地各类面积的空间中,通常依靠人工进行,由于焊接工作环境较恶劣,工况复杂作业强度高,不仅导致招工难,并且焊接质量因人而异不易管理。大型工件移动不便,想要成功部署自动化,对焊接机器人的灵活性有很高的要求。

图:华东某工地现场钢构对接
艾利特机器人携手某华东焊接设备生产商推出专为建筑工地钢结构焊接打造的移动焊接机器人,重量轻,移动便捷,其底座可固定在磁吸底座上,可轻松侧吸在钢板上,实现随需吸附。可自由配置在各类窄小焊接地点,倒装配合导轨还可满足超大型、超复杂结构件焊接,突破空间限制;更搭载云端工艺库,无需特别编程即可轻松实现焊接自动化,手动拖拽示教,灵活切换不同焊接轨迹,稳定可靠。

图:华东某钢构厂焊接项目
针对传统机器人焊接工艺中,工件自身一致性及工件固定位置一致性不佳造成的实际焊接轨迹与目标轨迹有偏差的问题,艾利特推出基于传感器与运动控制技术相结合的激光传感器焊缝实时跟踪系统。
该系统涵盖了激光传感器标定技术、焊缝起始点动态寻位技术、实时焊缝跟踪技术以及焊缝结束点处理技术,操作简便,轨迹跟踪精度高,可实现复杂焊缝轨迹的实时跟踪,有效提高了焊缝轨迹精度。

图:某钢构厂对H型钢对接坡口焊
目前,艾利特在弧焊、气焊、激光焊等领域积累了丰富的应用案例,包括汽车行业零部件激光焊、金属加工行业激光焊、大型钢构厂对H型钢对接坡口焊、工地现场移动钢构焊接、电机厂厚板焊接、化工行业气保焊、药芯焊、大型钢构集团工件焊接等,交出了一个个亮眼的优秀“焊”作。未来,艾利特继续提升产品性能,覆盖更多的焊接场景。
类型:广告最新资讯
热门视频
新品评测
 X
X

 微博认证登录
微博认证登录
 QQ账号登录
QQ账号登录
 微信账号登录
微信账号登录